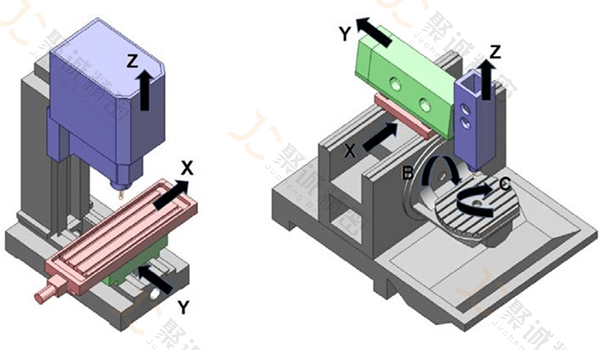
三轴CNC机加工和五轴CNC机加工是两种不同类型的数控加工技术,它们在加工能力和适用范围上有一些区别。以下是它们之间的主要区别: 1.轴数:三轴CNC机加工:三轴CNC机指的是能够在X、Y和Z三个轴向上进行加工的数控机床。这意味着它可以在平面内和垂直于平面的方向上进行加工,但不能同时沿多个轴进行加工。五轴CNC机加工:五轴CNC机则拥有五个轴向,通常为X、Y、Z三个线性轴和两个旋转轴(通常为A和C轴)。这使得它可以在五个轴向上同时进行加工,允许更复杂的零件加工。 2.加工能力:三轴CNC机加工:三轴CNC机加工适用于相对简单的结构,例如在平面内或垂直平面进行的简单平面零件和较简单的曲面零件。五
更多 
适当的刀具选择:选择适合所需加工材料和结构件形状的刀具非常重要。不同的刀具类型、直径和长度将直接影响加工质量和效率。 刀具路径优化:五轴CNC加工允许多个轴同时运动,因此需要优化刀具路径,使其在整个加工过程中保持稳定、高效的运动,同时避免干涉和冲突。加工参数调整:合理的加工参数设置能够确保加工过程中的切削效率、表面质量和工具寿命。加工速度、进给速度、切削深度等参数需要根据具体情况进行调整。定位和夹紧:五轴CNC加工结构件可能需要多次调整工件的位置和夹紧方式,确保在不同角度下都能稳固地加工。精确的工件定位和夹紧是保证加工精度的重要因素。加工后处理:完成五轴CNC加工后,可能需要进行表面处理、去除
更多 
在五轴CNC机加工结构件时,通常使用以下类型的刀具: 平面铣刀:用于在水平面上切削,进行表面平整和平面加工。 立铣刀:用于在垂直方向进行切削,例如侧面加工和开槽。 镗刀:用于加工圆孔,保证孔的精度和质量。 铰刀:用于加工内螺纹或外螺纹。 圆柱刀:用于倾斜切削和曲面加工。 长颈刀:用于加工深孔或者难以到达的部位。 球头刀:用于球面加工和倒角。 T型刀:用于开槽和切割。 这些刀具的使用,使得五轴CNC机能够实现复杂形状的结构件加工,提高加工效率和加工质量。在使用刀具时,需要根据具体的加工要求和材料特性,选择合适的刀具类型、尺寸和切削参数,以确保加工过程的稳定性和工件的精度。
更多 
塑料材料CNC加工的夹具需要满足以下要求: 稳定性:夹具必须能够牢固稳定地固定塑料材料工件,以确保加工过程中工件不会发生移动或晃动。 刚性:夹具应具有足够的刚性,以抵抗切削力和加工压力,避免因夹具变形而导致加工误差。 适配性:夹具需要与塑料材料工件的形状和尺寸相匹配,确保工件能够被准确、稳定地夹持。 安全性:夹具设计应符合安全标准,确保操作人员在使用夹具时不会受到伤害。 充分接触:夹具表面与塑料材料工件之间应有充分的接触,以最大限度地减少加工过程中的振动和变形。 不干扰切削:夹具设计应尽量避免对加工区域的干扰,以确保切削工具能够自由进入加工位置。 快速固定和释放:夹具应设计成便于快速固定和释放
更多 
在不锈钢CNC机加工结构件时,需要注意以下几个细节: 结构可行性:在设计不锈钢结构件时,要考虑其加工可行性。复杂的结构可能导致加工困难或无法实现,因此需要在设计阶段进行结构分析和评估,确保结构的可行性和加工性能。 壁薄控制:不锈钢结构件的壁薄需要合理控制。过薄的壁薄可能导致加工困难、变形或破损,而过厚的壁薄可能增加加工时间和成本。需要根据具体情况选择合适的壁薄,并确保加工过程中的稳定性。 公差控制:精确的公差控制对于不锈钢结构件的加工至关重要。合理设置切削参数、选择合适的刀具和加工路径,以确保加工尺寸符合设计要求,并满足相关标准和公差要求。 孔深控制:在加工孔深时,需要注意控制切削参数和加工策
更多 





















